

博赢精密模具
擅长自动化连续模具设计、开发、制作
30+ 亩
工厂占地面积
20+ 年
模具开发经验累积
1200 吨以上
冲压自动化生产线
120+ 人
企业人数超过120人
500强
500强指定供应商

苏州博赢精密模具有限公司
苏州博赢精密模具有限公司诞生于2006年,总占地面积20000平方米,投资总额达到2.2亿元,座落于历史文化名城苏州,是国内专业的家电、汽车模具制造重点企业、汽车协会会员、高新技术企业、青岛模具协会会员、苏州市湖南商会副会长单位、木渎商会副会长单位,专业从事冲压模具的设计、制造、交付服务,并为客户提供冲压件生产服务,具备25T~2500T冲压设备...
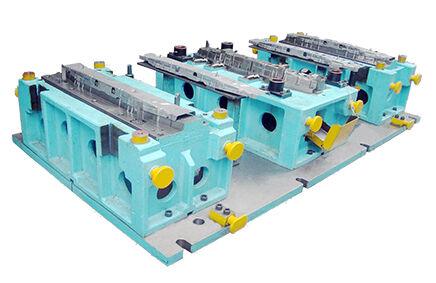
博赢精密模具-产品中心
满足低成本、高效率、高品质的客户要求
采购精密模具,注意这些“坑”

不知道选哪家品牌?
博赢16年专注大型自动化连续模具、外观模具定制与生产,世界500强一级供应商

模具的质量不好?
所有模具的部件均按照质量管控要求,进行检测和管控,并出具相关检验报告,确保模具的可靠性和稳定性

没有定制能力?
公司拥有德国进口蓝光扫描仪、三次元、光谱测试仪、二次元、硬度检测计等检测设备

能不能按时交货?
根据客户实际需求,我们制定出最优的加工流程,生产安排,保障及时交付

价格太贵?
拥有一支高效的研发团队,擅长自动化连续模具设计、开发、制作

服务能力跟不上?
2小时及时响应,24小时在线服务,4小时内上门服务






服务客户
与国内外知名企业建立良好的合作关系,并缔结为战略合作伙伴

博赢模具 核心优势
20年模具开发经验,高精准研发定制
研发团队 经验丰富
Research and development group

1、拥有一支高效的研发团队,近20年强大的模具开发经验累积,能轻松胜任各类挑战,各种高难度产品开发。
2、本公司拥有一批名校,及行业内10年以上的技术大师,具备CAE模拟工程分析、三维实体设计能力。

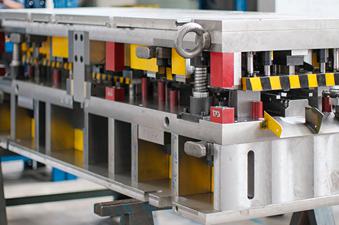
紧密仪器 自动化生产线
Compact instrument automation production line

1、公司拥有德国进口蓝光扫描仪、三次元、光谱测试仪、二次元、硬度检测计等检测设备。
2、具备1200吨以上的冲压自动化生产线、激光切割机、折弯机、机器人、MES可视化生产管理系统。


研发专利 证书齐全
Research and development patent certificate complete

1、博赢始终坚持技术创新获得多项发明专利,是一家高新技术企业。
2、公司全面推行ISO9001:2015质量管理体系,并于2017年6月通过IATF16949:2016认证。

售后服务 免费上门
Free after-sale service

1、博赢提供售前、售中和售后全程化服务。
2、先后与国内外知名企业建立良好的合作关系,并缔结为战略合作伙伴。


友情链接 / LINKS


































